






1 系统介绍:
COBE公司拥有国内最大的无损检测研发中心和自主的设备制造中心,可以根据客户产品规格,形状,检测需求等因素,特别研发生产各类工业零部件(轴承、缸套、枪管等)的探伤检测设备,具有检测速度快,精度高、稳定可靠的特点。
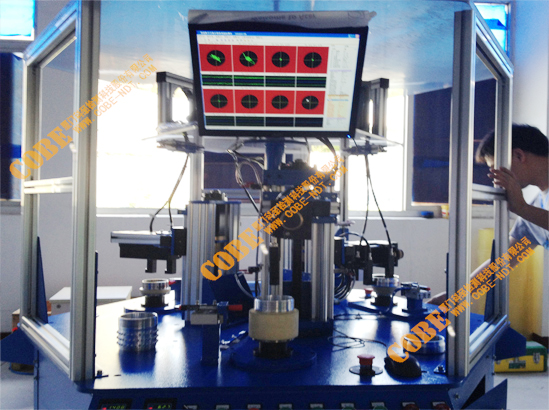
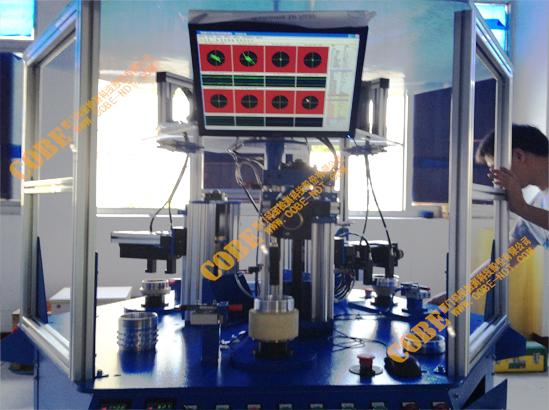
自动化探伤流程:工件经上料系统传输至检测区域,通过专门针对工件情况设计的机械控制装置,实现工件100%全面覆盖,检测结束后输出自动报警、打标、分选信号,实现全程自动化探伤。
2 检测对象:零部件
3 检测材料:金属材料及部分非金属材料
5 检测方式:根据客户需求进行专门定制
6 检测标准:GB/T 7735-2004 钢管涡流探伤方法
YB/T 4083-2000 钢管自动涡流探伤系统综合性能测试方法
GB/T 5777-2008 无缝钢管超声波探伤检验方法
YBT4082-2000 钢管自动超声探伤系统综合性能测试方法
案例图片1:国产某型轻武器零部件自动探伤系统

案例图片2:航空火箭零部件自动探伤系统
案例图片3:汽车零部件-缸套自动探伤系统

案例图片4:精密轴承自动探伤系统

1 可以根据客户工件产品特点灵活定制自动检测系统。
2自动检测系统可以最大程度降低人为操作带来的误差影响。
3 实现快速检测,同时具有更高的精度和稳定性。
1军工、航空航天、船舶重工等
2 汽车、化工等领域,产品如轴承、缸套等。
智能数字涡流探伤:
* 检测通道:2 (可扩展多通道)
* 频率范围:50 Hz~10 MHz, 连续可调 ;
* 对缺陷部位能准确及时提供反馈信号,并进行喷墨打标,打标位置、长度等可调;
* 打标精度:≤±50mm;
* 增益范围:0.0~99.0 dB 连续可调, 步进: 0.1
* 漏判率:≤0%,误判率(误将合格品判断为不合格品)≤1%
* 相位旋转:0~359°连续可调,步进: 1 ; 信噪比≥10dB
* 延时硬件输出报警、实时硬件输出报警,多种报警窗模式;
* 自动形成检测报告(包括检测数量、合格数和不合格数);
* 自动记录显示缺陷数及其位置;
* 电源: 180-240V(-20% ~ +20%)50HZ±10% 环境温度:-20—55℃;环境湿度:≤85%
* 增益比:(X/Y)0.1~10.0;
* 快速数字/模拟电子平衡;
* 具有端头、端尾信号切除功能;
* 数字滤波:低通(0Hz~2000Hz)高通(0Hz~2000Hz);采用专业的“数字滤波”,有效抑制现场干扰信号,保证检测的准确性和稳定性,
* 稳定性:8小时≦2dB
* 非等幅、非对称相位报警区域设定;
* 多中显示方式:阻抗、时基;
* 声光报警输出;
* 具有延时、定长打标;
* 内、外时钟选择;
* 可大量存储各种检测程序和检测数据;
* 可涡流信号回放扩展功能,测量缺陷的幅值、相位、数字值;
* 显示方式:实线、消隐;
* 中英文操作语言、在线帮助;
* 直角坐标系与极坐标系背景选择;
数字超声波探伤:
*独立检测通道:2-64通道
*工作方式: 单探头发射、接收或双探头分别发射、接收
*灵敏度余量:≥50dB
*分辨率: ≥26dB
*动态范围 : ≥30dB
*扫描范围(钢纵波) :0~5000mm
*频率范围 :0.5~10MHz
*重复频率 :500Hz~10KHz可调
*增益总量:80dB,步进0.1dB
*水平线性 :≤1% 垂直线性 : ≤5%
*闸门设置: 每通道设置3个闸门,报警闸门,跟踪闸门和自锁闸门
*延时(打标)报警:分两路,延时时间0.5~10S,步进0.1S
*探伤条件和波形的存贮:数量无限制,波形回放、波形通讯、波形打印